什么是背压?
注射材料后,螺杆的以下反向作用会产生背压。它是一个可控的过程边界,通常会被错误地忽略。
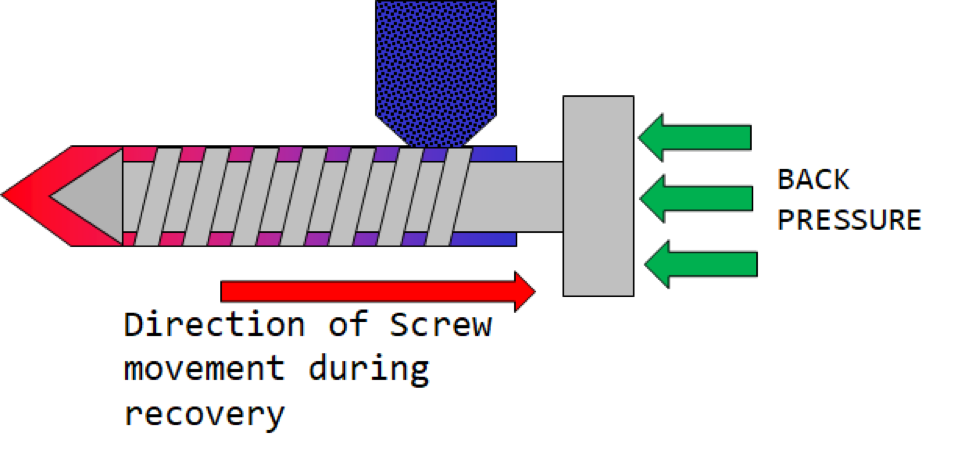
螺丝将新鲜的物料带入加热室。将这种新鲜的材料放在螺丝前面,然后反向推动螺丝。在螺杆的前端会形成压力。该压力可用于塑料的良好混合(特别是在印刷机中,如果包括颜色的话),排出的空气质量差,并通过保持给定体积的熔体的精确密度来控制粒料的重量。
螺钉必须产生并超过此压力,然后才能向后移动。通过将螺杆逆着塑料材料的限制旋转而产生了背压,该材料被限制在腔室或枪管中。
利用高背压可以增强材料的颜色散布和熔化。但是,它同样会增加注塑机的应力,缩短填充系统中的纤维长度,并延长螺杆的缩回时间。
背压也称为增塑压力。它可以通过改变注射或输液腔的回油节流阀来控制。预塑螺杆输液室的背面装有背压阀,用于设置输液室的速度,以在螺杆反向旋转时上载油,因此该室可保持特定压力。
同样可以在某些机器上定制反压以解决例如塑化过程中发生的螺杆长度的有效减小。这种降低意味着更少的热量输入,从而降低了温度。另一方面,在许多机器上,很难设置压力,因为没有简单的方法可以评估变化的影响。
使用较低背压的原因:
您应保持尽可能低的压力,并且在任何情况下都不应偏离机器极其珍贵的注塑压力的20%。很少的背压可能只需要停止螺钉就可以很容易地将其自身(预测)过度推入腔室或枪管中。例如5 bar(73 psi0)。
您可以在特定时间使用较低的背压,这可以防止以下情况:
增强的绒头中的纤维断裂;排气筒中的排气孔泛滥;绒头的降解,例如乙酰基和PVC,这是在您需要利用高螺杆速度(rpm)的偶然机会下进行的;当它是过程持续时间的决定性因素时,较低的背压同样可以帮助缩短螺杆恢复时间。尽管如此,对于收益和创造来说,周期很短,而如果客户不满意,则该部分将毫无用处。
如何设置用于注塑的背压?
如何在注塑成型中设置背压?多数情况下,可以通过改变喷射室上的回油门来控制。这些阀大多固定在注入室的背面。
零件如何受这些压力影响?
您需要每小时制造最多数量的零件,以降低生产成本,并需要更快地展示零件。但是负责任的过程控制专家必须故意调整机器内部的不同边界,以调节质量并提供从一个周期到最终结果的一致性。
通过对此过程的功能有一些额外的了解,可以帮助您与提供者进行更有效的沟通,同时也加强了精湛的模具设计的重要性。
高背压的优点和局限性
好处
更好的镜头尺寸控制
更好的熔体温度控制(不扩大熔体温度)
在厚度和温度上具有更好的熔体一致性
良好的色彩和添加剂混合效果,只要在印刷机上完成并使用有效设计的螺杆即可
更好地填充刮板,以防止刮板遇到螺钉两端的根部直径时出现暗角和变质。
防止由于粒料卡在进料喉和飞行区之间而造成螺杆预钻
局限性
在一个通风桶中,正在发生通风口泛洪。
增强型牙龈中的纤维断裂。
树脂的降解,例如乙酰基和PVC,以及如果您想利用高螺杆速度(rpm)降解
当它是过程持续时间的决定性变量时(取决于适当的部分),最大限度地减少螺钉的恢复时间